| (BACK
TO NEWS) (BACK
TO HOME) |
  Alliance Partner Membership Logo - Copy (2) (300x94).jpg) |
 |
 |
 |
Since
1973, Sunshine Corporation (formerly known as Medionics
International) has been providing imaging solutions to the
local market. In the past 10 years, it has evolved from
purely imaging solutions experts to an Automation design
firm. Since 2002, Sunshine is providing Industrial Automation
Solutions to a vast majority of the Automotive,
Pharmaceutical, Tobacco, Sugar and other Packaging / Process Industries.
The core of Sunshine Corporation is the expertise
in software development, Electronics, and Machine design.
In other words, Sunshine deals in purely Mechatronic Industrial
solutions. Our
customers enjoy the seamless integration of state of the
art technology into their existing setups. Custom design
helps rely on
older production lines with newer, more accurate features
like: |
APPLICATIONS
|
| ALU-ALU
Blister Inspection: |
| |
| Machine
Vision Solution: Alu-Alu Blister Inspection |
|
|
In
ALU-ALU Blisters, the pockets are made of opaque aluminum
material through which light cannot pass. In PVC Blisters,
the pockets are made of transparent PVC material. After
the tablets are filled inside the pockets, they are sealed
with aluminum foil.
|
Sunshine
Corporation considered the industry standard Vision System
because of its past experiences and expertise developed
over the years on these systems. Applying highly complex
image processing algorithms in a small form factor and
good price / performance ratio was only possible using
these components. No other off the shelf image processing
solution was found to offer matching flexibility and reliability.
The user interface developed for this solution was custom
made. It offers many benefits including the inspection
of PVC blisters where a back light is used to illuminate
the blisters.
Brochure
Video - NEW
|
|
Barcode / Pharmacode (Track Trace) |
|
|
Pharmacode Verification (Track And Trace) |
|
Traditionally, Laser scanner based Pharmacode readers were used for track and trace purposes in the Pharmaceutical Industries.
|
Sunshine
Corporation considered the cutting edge Imager based Pharmacode reader technology because of its past experiences and expertise developed
over the years on these systems.
The Imager based Barcode readers have many benifits over its Laser scanner contemporaries, for example:
a- Position invariance
b- Background immunity
c- More than one code on part
d- Communications capabilities over ethernet
Applying highly complex
image processing algorithms in a IP67 form factor and
good price / performance ratio was only possible using
these components.
Brochure
|
|
| Date
/ Lot Code Inspection (Pattern): |
| |
 |
| Print
Verification Based on Pattern Matching |
|
| A
very common problem with older packaging lines is the integration
of laser jet dot matrix printers. Mostly, these printers are
triggered through a field sensor and once triggered, the jet
prints the string at constant speed regardless of the speed
of the product. This results in deformed or even missed prints.
Other limitations include ink shortages which result in low
print quality causing readability issues. Some vendors incorporate
color / photo sensors to check for the presence of print.
However, this method does not check the total area hence resulting
in faulty rejections. |
The customer
contacted Sunshine Corporation for a solution with the following
features:
1- There are
5 different products running on the same production line.
Each product has a different date / lot code. So, the system
must have a user input where they can TEACH the system to
look for a specific print before each batch starts. However,
this teach button should be protected by a key.
2- The system
MUST check for the presence of print on the surface and
atleast 80% printed area must be present on the product.
3- Each rejected
product must be indicated by a buzzer and a red flasher.
A pneumatic valve controlling the air jet should allow for
on-line rejection of the product. Each passed product should
show only a green light.
|
Solution:
For the above requirements, Sunshine Corporation came up with
the following components for a stable Inspection system:
a- A smart camera with built-in user interface.
b- Area light for proper illumination of the Area of Interest
c- A real time controller with shift registers.
d- A Teach key.
e- A Pneumatic valve for product rejection.
Brochure
Video (Cartons) - NEW
Video (Ampoules) - NEW
|
|
| Label
Presence Detection: |
| |
360
Degree Rotation Invariant Label Detection System |
|
| A
customer contacted Sunshine Corporation for detecting the
presence of labels on liquid bottles. If a bottle had no
label, they needed an alarm signal. The color of the bottles
is amber and the labels have different colors depending
on different products. The speed could reach 180 ppm. The
bottles rotate on the line and the labels appear on random
locations and have no fixed spot. |
| For
the above requirements, Sunshine Corporation came up with
the following components for a stable Inspection system:
a- A smart camera.
b- Area light for proper illumination of the Area of Interest
c- A real time controller with Buzzer Indication. |
Using
the components described above, the customer was able to
detect missing Labels and improving the overall quality
of furnished products. Using image processing covered a
larger area which was not possible using foto sensors. The
solution was much better than other low cost solutions in
terms of speed and accuracy (up to 150 PPM) and performs
satisfactorily for a number of different products on the
same line
Brochure
|
|
| Powder
Level Inspection: |
| |
Powder
Fill Level Inspection (Pixel Area) |
|
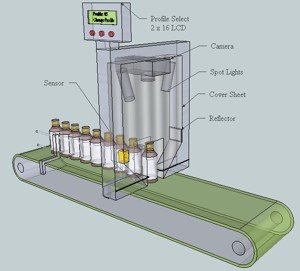
| In
certain filling lines, it is not always feasible to incorporate
a checkweigher in a production line. In such cases, It becomes
difficult to judge the level of powder inside semi opaque
glass bottles using conventional sensors. Sunshine Corporationwas
contacted for a similar solution. The main feature to be checked
for was the level of the powder. A minimum 10% powder level
was desired below which the bottles must be rejected out of
the line. The speed could reach 180 ppm. |
For
the above requirements, Sunshine Corporation came up with
the following components for a stable Inspection system:
a- A smart camera.
b- Area light for proper illumination of the Area of Interest
c- A real time controller with Buzzer Indication.
A field sensor triggers the camera for each bottle. The frame
is compared to an intensity level present on the label. If
it goes below a certain threshold level, the bottle is considered
to be Fail.
Brochure
|
|
| Product
Verification Using Color: |
| |
Color
Classification |
|
| On
a packaging line, the customer wanted product verification
to have the same product’s tube, carton and leaflet.
The conventional solutions in the market mainly included Pharmacode
based inspection. But in this case, the customer saw an overhead
of going through a lot of art work on the tubes, cartons and
leaflets as more than 15 different products run on a single
line. |
| For
the above requirements, Sunshine Corporation came up with
the following components for a stable Inspection system:
a- Three color cameras each for Tube, Carton and Leaflet.
b- Area light for proper illumination of the Area of Interest.
c- A PLC with Buzzer Indication.
d- A user Interface for product selection. |
Using
the components described above, the customer was able to verify
if the desired products were packaged. The average speed of
the system is about 120 strokes per minute which is just enough
for the vision system to have a stable inspection on each
stroke.
Brochure
Video - NEW
|
|
| Wireless
Based RH/Temp Alarm: |
| |
Wireless
Based Alarm Monitoring |
|
| A
customer had 4 Climate Chambers in their lab. Each with a
controlled RH and Temperature variable with controllers. Due
to some reason, these Chambers gave excess RH / Temperature
values upon which an alarm was desired. The requirement included
having a local panel with a siren and a flasher for RH/Temperature
against each chamber.
A total of 8 alarms were to be monitored and displayed with
4 flashers, a siren and an acknowledge button. The siren had
to be powered through 12 volts, 5 Amps. DC supply as their
existing sirens had to be employed which needed this power.
Also, a remote monitor was desired near the entrance check
post where an attendant was always present 24 hours. This
was necessary because the lab is closed after working hours
and nobody is present to attend to the Alarm. Having a remote
alarm provided with 24 hour acknowledgment and rectification. |
| For
the above requirements, Sunshine Corporation came up with
the following components for a stable Alarming and Acknowledgement
system:
a- A Temperature and RH probe along with corresponding controllers
with set lower / upper limits for each chamber.
b- A PLC based local alarm panel with 24 VDC and 12 VDC (Siren
Alarm supply) a siren, flashers and acknowledgement user interface.
c- A duplicate remote panel with same functionality.
d- A 1 Km range wireless link with booster antennas for communications.
Each sensor monitors the process variable. The corresponding
controller provides a relay output beyond its set points.
Whenever any variable goes out of range for more than a period
of 12 hours, a relay energizes and fires an Alarm Siren and
turns ON the corresponding flasher. If a local attendant inside
the lab is present, they would acknowledge the alarm by pressing
the corresponding button. The siren goes off but the flasher
stays ON as long as the alarm does not go back to normal value.
A remote panel connected through the wireless link also exhibits
the same behavior. |
Using
the components described above, it became very simple to monitor
the Alarm conditions in the lab as well as from outside the
lab. The main component is the wireless link which saves a
lot of samples from deteriorating due to efficient monitoring
due to the alarm management. A flasher on the remote link
is used as an indication for a possible communication loss.
The system runs satisfactory for a sufficient amount of time
now and a loss in communication has never been reported. |
|
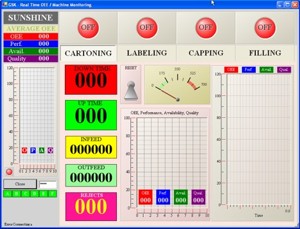
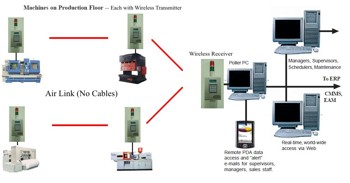
| Overall
Equipent effectiveness (OEE): |
| |
 |
|
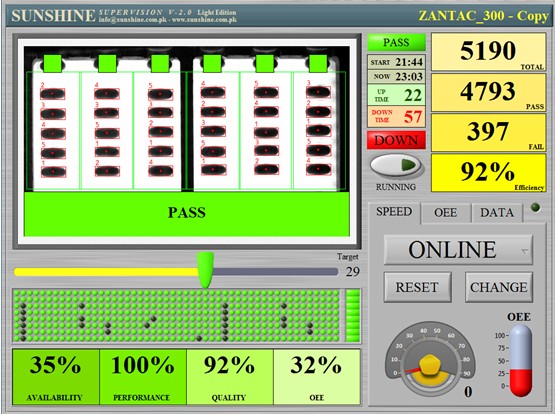
| A
manufacturer wanted to have a pulse of its production lines
on their fingertips. Vital parameters like a line’s
Availability, Performance and Quality were required to be
monitored on a main workstation with a display having online
monitoring of these variables with history and charts. A cable
free solution was preferred as the production line did not
allow for longer cable runs. |
| When
Sunshine Corporation was contacted for a possible solution,
the first question was whether the response time required
for this application was critical?
Based on the customer’s feedback, a controller was designed
with user interface along with field I/Os and transmission
capability. A custom software was designed to monitor and
log different aspects of the production line such as
i) Down Time,
ii) Up Time,
iii) Total production,
iv) Total Rejects,
v) Speed,
vi) Shut Down Reasons. |
Since
the Availability, Performance and Quality mainly rely on aspects
such as the down time, total rejects, and outfeed of any production
line. These parameters were monitored through a custom designed
software running on a remote PC connected to the field network
using wireless communication. The following included the different
aspects of the solution:
a- A controller for each machine with user interface and field
I/O with integrated wireless communications.
b- The user interface mainly helps the user with reason for
shutdown input.
c- A remote PC with monitoring software. |
|
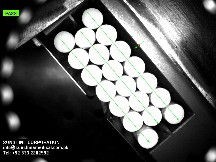
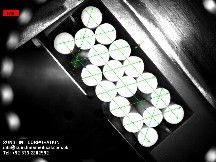
| Cigarette
Filter Presence Inspection: |
| |
High
Speed Blob Analysis |
|
| British
American Tobacco wanted to have a real time solution built
inside their production line, to check for missing filters/cigarettes
inside the pockets. They needed a solution with the following
features:
1- Must be capable of handling speeds of approx. 600 Cigarette
Packs Per Minute.
2- Must fit into narrow space inside conventional packaging
machines and must be immune to noise (EMI/RFI) and vibration.
3- Must detect and reject Missing Filters. The response time
was critical in this case as the speed of the machine was
supposed to increase with time. |
| Originally,
mechanical switches were incorporated in the machine for this
task. This method was outdates in the sense that the switches
malfunctioned during production and gave erroneous results
increasing the possibility of delivering lower quality products
to the market. The availability for space is scarce in such
machines so a small imaging head was required for this task.
Besides, a lot of dust, tobacco is present in the air so some
special enclosure was also required to keep the lens clean
from accumulation of tobacco due to humidity. Also, a lot
of vibration and mechanical noise is present thus a rugged
controller was desired for image process and hardware I/Os.
Sunshine Corporation came up with the following components:
a- An industry standard Compact Vision System controller for
each machine with user interface and field I/O with integrated
Vision Control Libraries.
b- A rugged remote vision head with a band pass filter for
installation into tight spaces.
c- A shift rejecter/controller combo for rejecting the packets
at a later stage.
d- A rugged ring light to illuminate the filter surface at
a certain wavelength. |
During
production, the real time controller monitors the pockets
for any missing filters on each stroke. When run, the system
showed promising results as given below:
1- Filter Miss Successfully Detected and Rejected
2- Cigarette Miss Successfully Detected and Rejected.
3- Tobacco Side Detected and Rejected.
4- Additional advantage: Possible speeds could reach up to
more than 500 Packs per minute. |
|
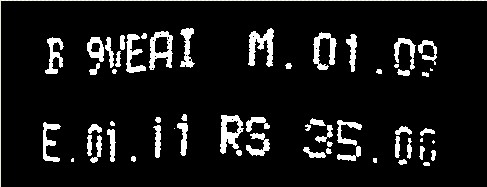
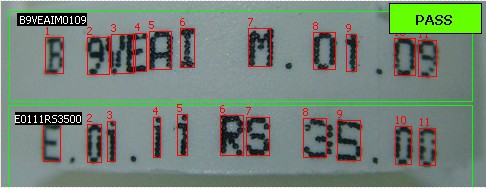
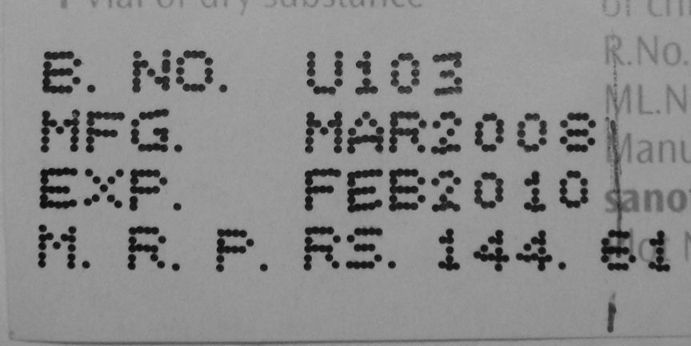
| Date/Lot
Code Inspection (OCR/OCV): |
| |
Optical
Character Verification (OCV) |
|
| A
manufacturer wanted to check whether their industrial printers
were performing satisfactorily on their packaging lines? They
needed a solution with the following attributes:
1- The user feeds a string of characters like the product
date / lot code after each changeover.
2- The inspection solution should be capable to communicate
with the printers so that this string can be maintained at
the inspection system at run time.
3- During production, the inspection system constantly checks
whether the desired characters / strings are being printed
on the packages?
4- If there is a misprint, absence of characters, deviation
or deformation of these characters, the inspection system
should Reject the part immediately on the same line.
5- The system should be capable to adjust automatically to
new regions of interests as the print area varies from product
to product. |
| The
description given by the manufacturer clearly showed specific
concern on the actual text printed on the packages. The common
printers being utilized for product printing in the industry
can have issues like no indication of Ink Shortage, improperly
managed trigger signals, wrong placement of products in front
of the printing jet. This absolutely called for an Optical
Character Recognition (OCR) Application where each character
was supposed to be judged and verified in comparison to the
original string of characters fed by the operator. Based on
this information, Sunshine Corporation came up with the following
solution:
a- A Smart Vision Controller with a communication port that
communicates with the Printers through their standard communications
protocols.
b- The vision controller should also have the capability to
decode and verify Characters being printed on the product.
Having OCR/OCV capability is a must for such applications.
c- A mechanism to decode and locate the strings given by the
operator.
d- A rejection mechanism comprising of Pneumatic Cylinders
to reject the Failed components.
e- A rugged Area light to illuminate the product surface at
a certain wavelength. |
The
solution was implemented using the features / components described
above. The printers are connected to the vision system through
the RS-232 protocol. Each time the user feeds a string, the
text is automatically sent to the vision system which then
prepares for the acquisition. On each trigger, the camera
looks inside a Region Of Interest (ROI) and checks for the
presence of the exact string on each row. This inspection
is rotation invariant and immune to print deformation as long
as valid strings of text are being printed. If the string
printed on the product differs from the one fed to the printer,
the system initiates an Alarm signal, turning ON a red light
and rejects the part immediately. Upon the successful commissioning
of the solution, the following functionality was observed:
1- Missed prints and Faulty date / lot codes successfully
detected and rejected.
2- Speeds of more than 100 parts per minute are possible.
3- The over quality of product delivered to the market was
improved due to precise and clear printing. |
|
| For
More details, contact
us |

Sunshine
Corporation

Promote
Your Page Too
|
|
| |
| INTRODUCTION |